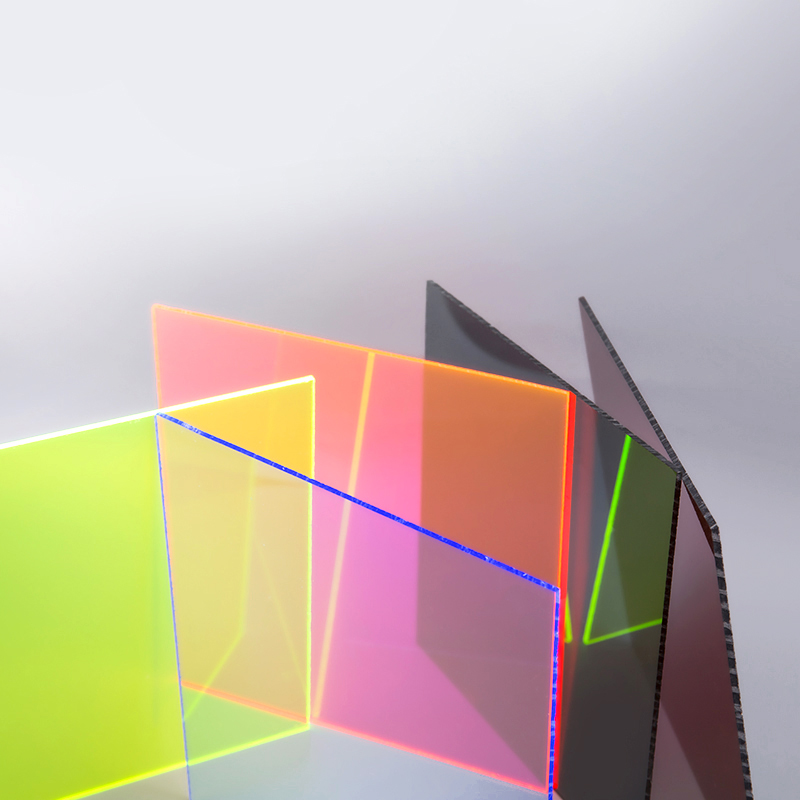
Как многослойные узорчатые блески красочные акриловые листы ламинированы? Какой клей или процесс используется для обеспечения прочной связи между слоями?
Подготовка перед ламинированием
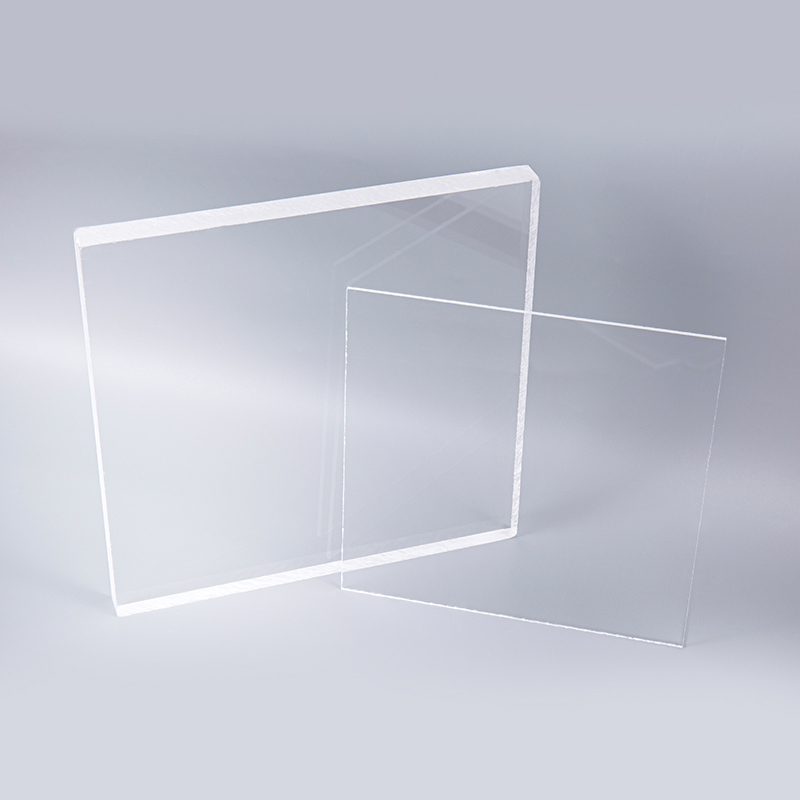
Выбор материала: для многослойного узорчанный блеск красочные акриловые листы , высококачественные акриловые листы следует использовать в качестве базового материала. Hangzhou Oleg International Trade Co., Ltd готовит прозрачные материалы акрилового слоя, содержащие крошечные цвета, в соответствии с требованиями конструкции, а также другие функциональные акриловые материалы, которые могут использоваться для средних или нижних слоев, таких как акрил с различными цветами, прозрачность или специальные оптические свойства.
Обработка поверхности: Перед ламинированием необходимо обработать поверхность акрилового листа для улучшения адгезии поверхности. Обычные методы обработки включают химическую обработку, физическое шлифование и т. Д. Химическая обработка может использовать специфические моющие средства или поверхностно -активные вещества для удаления примесей, таких как масло, пыль и т. Д. На поверхности листа, что делает поверхность активной, что способствует последующей адгезии клея. Физическое измельчение - это механическое измельчение поверхности листа, увеличить площадь поверхности, тем самым увеличивая площадь контакта между клеем и листом и усиливая силу связывания. Например, вы можете использовать наждачную бумагу или шлифовальную машину, чтобы слегка полировать поверхность акрилового листа, но будьте осторожны, чтобы избежать чрезмерной полировки, которая приведет к неровным поверхностям или повреждению листа.
Составной процесс
Выбор клея: выбор правильного клея является ключом к обеспечению твердой связи многослойных акриловых листов. Вообще говоря, клей, обычно используемые для соединения акриловых листов, включают акриловые клей, силиконовые клей и эпоксидные смолы. Акриловые клей имеют преимущества быстрой скорости отверждения, высокой прочности связывания и хорошей прозрачности. Они могут достичь первоначальной фиксации и быстрого позиционирования акриловых листов за относительно короткое время и подходят для деталей, которые требуют быстрого прототипирования в многослойных структурах. Силиконовые клей имеют хорошую гибкость и сопротивление погоды, могут адаптироваться к термическому расширению и сокращению акриловых листов в различных условиях окружающей среды и уменьшить взломать межслойное растрескивание, вызванное изменением температуры. Они часто используются в наружных приложениях или продуктах, которые требуют высокого сопротивления погоды или долгосрочного использования. Эпоксидная смола клей имеет чрезвычайно высокую прочность на связь, хорошие характеристики связи для различных материалов, а также хорошую химическую коррозионную устойчивость и производительность изоляции. Он подходит для многослойных композитов акрилового листа с высокими требованиями для прочности и устойчивости структурных. В ходе производственного процесса Hangzhou Oleg International Trade Co., Ltd выберет соответствующую комбинацию клея или клея, чтобы обеспечить прочную связь между слоями в соответствии с конкретными сценариями применения и требованиями к производительности продукта. Например, для многослойных акриловых листов с многослойным рисунком, используемыми для декоративных знаков и украшений событий, акрилатный клей может быть предпочтительным для удовлетворения требований быстрого производства и хороших визуальных эффектов; В то время как для акриловых листов композитов в открытых светильниках и светодиодных панелях, можно рассматривать силиконовый клей или клей эпоксидной смолы для обеспечения долгосрочной стабильности и надежности.
Метод склеивания: После определения клея необходимо использовать подходящий метод клеевого покрытия, чтобы равномерно нанести клей на поверхность акрилового листа. Обычные методы покрытия клея включают чистку, опрыскивание, соскабливание и прокатывание. Чистка - это простой и простой метод, подходящий для приклеивания небольших площадей или плат нерегулярной формы, но он может вызвать неравномерное применение клея и повлиять на эффект связывания. Распыление может достичь более равномерного распределения клея, которое подходит для склеивания больших площадей досок, но для этого требуется профессиональное распылительное оборудование и навыки эксплуатации, и следует уделять внимание контролю давления, скорости потока и расстояния распыления, чтобы избежать чрезмерного распыления или провисания клея. Скраинг и прокат обычно используются методы склеивания на некоторых автоматизированных производственных линиях. Используя скребок или ролик для равномерного нанесения клея на поверхность платы, количество и толщина клея можно точно контролировать для повышения эффективности производства и качества соединения. В совокупности многослойных структурированных структурированных акриловых плат с рисунком, соответствующий метод склеивания обычно выбирается в соответствии с размером, формой и производственной шкалой платы. Например, для акриловых плат со стандартным размером 1250 x 2450 мм, для приклеивания крупномасштабного производства может использоваться автоматизированное соскабливание или прокатное оборудование, чтобы обеспечить однородность и консистенцию клея; В то время как для некоторых небольших индивидуальных продуктов или производства образцов, распыление или чистка могут использоваться для гибкой работы.
Операция соединения: после применения клея подготовленные слои акриловых листов точно выровнены и составляются в соответствии с требованиями проектирования. Для акриловых листов с рисунными цветовыми слоями вспышки необходимо обеспечить равномерное распределение цветового блеска, а рисунок соответствует требованиям конструкции. Во время процесса составления необходимо приложить определенное количество давления, чтобы клей мог полностью заполнить промежутки между слоями и исключать пузырьки воздуха, чтобы обеспечить плотность связывания. Давление может быть подано с помощью механического давления, вакуумного давления или горячего прессования. Механическое давление состоит в том, чтобы придать однородное давление на композитный лист, используя пресс или зажим, чтобы слои были плотно подходить. Вакуумное давление состоит в том, чтобы использовать атмосферное давление, чтобы прижать листы вместе в вакуумной среде. Этот метод может эффективно исключить воздух между слоями и улучшить качество связывания. Горячее прессование состоит в том, чтобы нагреть лист при применении давления для ускорения процесса отверждения клея и улучшения прочности связывания. Тем не менее, горячее прессование требует контроля параметров температуры и давления, чтобы избежать деформации акрилового листа или старения клея из -за чрезмерной температуры. В фактическом производстве Hangzhou Oleg International Trade Co., Ltd выберет соответствующее давление и метод ламинации в соответствии с характеристиками клея, материала и толщины акрилового листа и требований к качеству продукта. Например, для более тонких акриловых листов (таких как диапазон толщины от 2,7 до 5 мм), для ламинирования может использоваться механическое давление с более низким давлением для предотвращения деформации листа; В то время как для некоторых продуктов, которые требуют быстрого отверждения и высокопрочной связи, можно использовать горячее прессование, в сочетании с точной температурой и контролем давления для достижения хорошего эффекта ламинирования.
Отверждение и постобработка
Процесс отверждения: после завершения ламинирования, клей должен быть вылечен для достижения окончательной силы связи. Различные типы клея имеют разные методы отверждения и время. Акриловые клей обычно могут быстро вылечить при комнатной температуре, как правило, достигая высокой прочности в течение нескольких минут, но для того, чтобы клей был полностью вылечен, его, возможно, потребуется оставить в течение определенного периода времени (например, около 24 часов). Время отверждения силиконового клея и эпоксидной смолы клей является относительно длинным, и может потребоваться вылечить при определенных условиях температуры и влажности, таких как выпекание в духовке при 50-80 ℃ в течение нескольких часов или даже дольше. Конкретные условия отверждения должны быть определены в соответствии с формулой клея и требований к продукту. Во время процесса отверждения окружающая среда должна быть чистой и стабильной, чтобы избежать пыли, вибрации и других факторов, которые влияют на эффект связывания.
Пост-обработка: после завершения отверждения, композитный многослойный узорчатый блеск, красочный акриловый лист должен быть пост обработки, чтобы улучшить качество и производительность продукта. Процесс постобработки включает обрезку края, полировку поверхности, инспекцию качества и другие ссылки. Обрезка края - выравнивание края композитного листа путем разрезания или шлифования, удаления избыточного клея и заусенцев, а также создать точность размеров продукта и качество внешнего вида соответствовать требованиям. Полиция поверхности заключается в том, чтобы тонко измельчить и полировать поверхность листа, чтобы восстановить его яркость и гладкость, особенно для акриловых листов с глянцевой обработкой поверхности, чтобы убедиться, что на поверхности нет царапин, пузырьков и других дефектов для достижения хорошего визуального эффекта. Инспекция качества является важной частью процесса после обработки. Благодаря визуальному осмотру, оптической проверке, тестированию механических свойств и другими методами, внешний вид, прочность на соединение, прозрачность, цветовая однородность и другие показатели композитной платы протестируются, чтобы гарантировать, что продукт соответствует соответствующим стандартам и требованиям клиента. Для обнаруженных неквалифицированных продуктов должен быть проведен своевременный анализ и обработка, чтобы выяснить причины и принятие соответствующих мер по улучшению, чтобы избежать аналогичных проблем в последующем производстве.